
1 Overview
SA335-P91 steel alloy content is wCr=9%, wMo=1%, wV=0.2%, wNb=0.08%, wN=0.05%, belonging to martensitic heat-resistant steel, metallographic microstructure is low carbon tempering horse Clan. Due to the use of micro-alloy control technology and other fine graining measures to make it into fine-grained steel, it not only helps to improve the impact toughness of steel, but also contributes to the high-temperature creep strength of steel.
SA335-P91 is martensitic fine-grain steel, which makes the main problem of P91 steel welding different from other low-alloy heat-resistant steel. The weak link of welded joint is not in the fusion zone, but in weld metal, the weld metal toughness is mainly decreased. The weld has a high hardness.
2. Process principle
(1) Since SA335-P91 steel is fine-grained steel, if the interlayer temperature in the welding process is too high, it will increase t8/5, make its grain grow, lose the original strength and toughness of steel, and it is impossible to weld on site. It is normalized, so the interlayer temperature must be strictly controlled during the welding process to prevent grain growth.
(2) The heating width, constant temperature, constant temperature, insulation width and insulation thickness of heat treatment are the main factors affecting the toughness of the weld. Appropriately increasing the heating width, insulation width, insulation thickness and prolonging the constant temperature time will help to increase Markov The degree of tempering of the body tissue improves the weld toughness.
3. Welding process
(1) The bottom welding is double-layer argon arc welding, and the other layers are multi-layer multi-pass welding process. The welding rod of φ3.2mm is selected, and the thickness of single layer is ≤3mm. The welding current and welding should be well mastered in the welding process. Speed ​​relationship, by increasing the welding speed, reducing the thickness of the weld bead, the use of wide pendulum rapid thin layer welding operation.
(2) When welding, the technician uses a far-infrared temperature measuring gun to measure the interlayer temperature of each layer of welds (the temperature between the layers is 10-20 mm before the molten pool, expressed by the highest value), and the interlayer temperature is strictly controlled. Below 300 °C. When the far-infrared thermometer shows that the temperature exceeds 300 °C, the welding is stopped immediately, and the welding is continued until the temperature drops to 230 °C.
After each layer of welding is completed, the technician uses a vernier caliper to measure the thickening of the weld bead. The maximum thickening is ≤ 3 mm. It is strictly forbidden to form a fillet weld between the groove and the bead.
4. Welding precautions
According to the characteristics of the welding rod, the welding current is selected. For the electrode of the transition of the coating, the welding rod can be melted with a small current, which can reduce the heat input. The disadvantage is that the melting point of tungsten in the coating is high, which easily causes the weld to be tungsten. In short, no matter which type of electrode is used, the fluidity of the molten iron must be ensured, and the molten pool should be clear, especially the root of the groove should be well welded. On this basis, small-scale operation should be used as much as possible.
5. Heat treatment process
The post-weld heat treatment is performed by a heat treatment machine of the type DKPC-12360-12, which is heated by a track-type ceramic resistor and fixed by a thermocouple. Aluminium silicate insulation cotton is used with a K-type armored thermocouple, a matching compensation wire and an automatic temperature recorder.
(1) Pre-weld preheating and inter-layer temperature control Preheating is performed by electric heating, and 4 thermocouples are controlled by temperature. The temperature control points are 3, 6, 9, 9 and 12. The end of the thermocouple is 20mm from the edge of the weld bevel (see Figure 1). The preheating temperature is 150 °C. When the temperature is reached, the temperature is 0.5h and the bottom welding is started to maintain the temperature balance and improve the weldability of the base metal. During electrode arc welding, the temperature rises to 230 °C, the over-temperature alarm is set to 260 °C, the interlayer temperature requirement is 200~300 °C, and it is monitored by the heat treatment worker. It is found that the temperature is low and the heating is performed immediately. If it is too high, the welding should be stopped immediately. When the temperature is restored to 230 ° C, the welding is continued, and the heat treatment machine is used to track and control the interlayer temperature throughout the welding process.

Figure 1 Thermocouple from the edge of the groove is 20mm from the edge of the groove.
(2) Post-weld heat treatment First, the thermocouple should ensure good contact with the weld when heat treatment. The hot end of the thermocouple is usually placed on the first weld on the edge of the groove. It must be bundled with 20# wire to prevent it. Thermal expansion at constant temperature causes the thermocouple to loosen, as shown in Figures 2 and 3.

Figure 2 The hot end of the thermocouple is placed on the first weld to ensure that the hot end is in good contact with the weld.
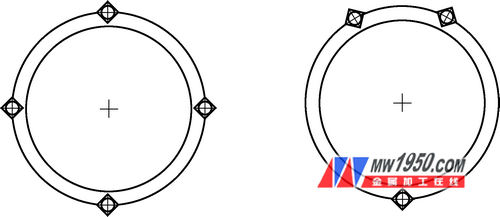
Figure 3 Four-zone temperature control and three-zone temperature-controlled thermocouple installation after welding
Second, when the heater is installed, the weld surface, welding slag, and splash of the weldment should be cleaned to make the heater and the surface of the weldment close. After the heater is installed, tie it with 20# wire to prevent the heating piece from expanding at high temperature (see Figure 4).

Figure 4 After the heater is installed, tie it with thick wire.
Third, increase the thickness and width of the heat treatment insulation, and the insulation thickness is 100mm, as shown in Figure 5.
Fourth, for elbows, tees, or welds located close to valves and cylinders, in addition to the track heaters, rope heaters should be used to assist heating. A rope heater is wound around the position where the heater chip does not come into good contact with the workpiece, as shown in FIG.


Figure 5 Increase heat treatment thickness and width

Image 6
Fifth, the heat treatment parameters of P91 pipeline are shown in the attached table. Reasonable increase of constant temperature time, heating width, etc., is conducive to increase weld toughness, but the reduction of weld hardness can not be excessively dependent on the increase of constant temperature time and heating width, otherwise it will cause the base material to soften, but should be controlled accurately and packaged. Find a solution on the way.
Sixth, the heat treatment process: the temperature after welding is first lowered to 110 ° C for 60 min, in order to fully transform the martensite, and then heat treatment. The post-weld heat treatment is all performed by "far infrared" electric heating, and the heat treatment process is shown in Fig. 7.
6. Heat treatment process precautions
(1) The thermocouple is 20mm from the edge of the groove when preheating. When the temperature rises to the preheating temperature, the welding is started at a constant temperature for 30 minutes, and the interlayer temperature is strictly controlled during welding. Since the temperature measurement of the heat treatment machine is generally delayed by about 30 °C, the over-temperature alarm is set to 260 ° C, and the welding is stopped immediately when the temperature is over-temperature, and the welding is started when the temperature drops to 230 ° C.
(2) Whether the temperature measurement is accurate or not is the most critical factor for the heat treatment effect. Thermocouples and temperature recorders must be verified by qualified units before use, and the thermocouple usage time is recorded. The calibration is performed after more than 200 hours. . Since the interlayer temperature is 200 to 300 ° C, the thermocouple check points are 200 ° C, 400 ° C, 600 ° C, and 800 ° C.
(3) When the compensation wire is connected to the thermocouple, the polarity must be correct. The two joints of the compensation wire and the thermocouple, and the two joints of the heat treatment machine should be at the same ambient temperature, otherwise the temperature measurement may be inaccurate. The connection between the compensation wire and the thermocouple wire must be connected reliably by the terminal block. The two wires should not be directly screwed together, so that the line resistance will consume the potential difference and easily cause over-temperature.
7. Conclusion
According to the above welding and heat treatment process, the weld hardness is in accordance with the weld hardness specified in DL/T438-2009 at 180~270HBW. It is known that the post-weld heat treatment process and method of P91 steel is very important. We should change the concept. We should not only consider the thickness of the pipe listed in the regulations. The constant temperature should be treated according to its location. In this way, the weld hardness of the P91 steel grade can be controlled to ensure the welding quality of the steel grade.
Aluminum Scaffolding
Tested and complies with Australian&New Zealand Standard 1576.3
Light weight for easy setup and use
8 inch wheels for easy maneuverability
Wide tower for specious work area,for tools and materials
Superior grade aluminum construction
Characteristics:
Aluminum Scaffolding is lighter than Steel Scaffolding.
No need surface treatment
Easy to remove
Here comes our 5 types of Scaffolding systems:
- Cup lock Scaffolding(C-Lock Scaffolding)
- Ring lock Scaffolding
-Kwistage Scaffolding
-H-frame Scaffolding
-ID15 Scaffolding Tower, this type Scaffolding is the most widely used in construction, such like bridge.
-Whole Aluminum Scaffolding
Aluminum Scaffolding,Lightweight Aluminum Scaffolding,Upright Aluminum Scaffolding,Folding Aluminum Scaffolding
HENGSHUI PIONEER IMP & EXP TRADING CO ., LTD , https://www.hspioneer.com