
In order to enable more users to master the common faults of radial drilling machines and to eliminate faults in a timely and effective manner, Metal Processing Online will introduce some common fault analysis and repairs to share with you.
1. Failure of the column clamping mechanism
In the work, the rocker arm clamp is often not working and the workpiece is scrapped, which affects the production. The clamping force of the inner and outer columns of the rocker drill directly affects the clamping force of the machine during large cutting, which avoids the swing during the cutting process. . When the column clamp is not tight, first check whether the pressure of the clamp hydraulic pump reaches 2.5 to 3.5 MPa. Inspection Method:
Open the rocker electrical door, then connect the oil pressure gauge to the screw hole on the solenoid valve. Press the clamp and release button respectively to observe whether the pressure reaches 2.5~3.5MPa. If it is not reached, adjust the hydraulic pump pressure. To reach the working pressure; if the pressure of the hydraulic pump is normal, the column can be loosened, the top plate of the column is removed, the locking screw on the top of the column is properly tightened, and then the column is clamped. A horizontal thrust of 1.28 kN was applied to the end of the rocker arm. If there is no relative rotation between the inner and outer columns, the clamping force has been adjusted properly. If the locking screw has been adjusted to the limit position and the clamping force is still not large enough, loosen the column and loosen the hexagonal head screw on the round plate. Then adjust the clamping force again. After adjusting, check the release. That is, after the column is loosened, a horizontal thrust of no more than 30N is applied to the end of the rocker arm to make the rocker arm rotate.
2. Headstock clamping failure
When it is found that the headstock and the rocker clamp are not tight, and the adjustment clamp block and the wedge are still not clamped, the grease must be removed. Check the clamp block and the diamond block for cracking or falling, and whether the two bearings are worn. Excessive and ruptured, no cracks and see if the strips are displaced or detached.
If the above conditions are found, replace the parts, install the spindle box clamping mechanism and fill the diamond block and clamping block with grease to prevent the diamond block from falling; then tighten the clamping block to the minimum position and tighten 6 locks. Screw, but can not be adjusted too tight, so as not to adjust the wedge; then adjust the upper two wedge iron screws to make contact with the box. Connect and clamp the oil pipe, be careful not to reverse the connection. Turn the large handwheel by hand to see if the spindle box moves flexibly on the rocker arm. Press the clamp button to see if the spindle box can be clamped. During the debugging process, press the clamp button with the thumb and move the spindle box. If it can move, move the clamp block to the right. If the finger does not move and the finger can move after leaving the button, the clamping block should be slightly left. Move until clamped. Lock the nut and check the insertion depth of the 55° rail surface and vertical rail surface of the headstock and rocker arm with a 0.04mm feeler gauge should not exceed 20mm.
3. Rocker arm clamping failure
When drilling, it is found that the rocker swinging column does not move. The reason is that the gap between the outer column and the rocker arm is too large. At this time, the gap between the outer column and the rocker arm needs to be adjusted.
Adjustment method: 1 Remove the rocker side cover, cut off the power of the machine during the process of pressing the lift button to make the piston fall, and the rocker arm and the column are released. 2 Remove the pressure ring on the large hole of the rocker arm, loosen the nut on the four screws and tighten the locking screw. At this time, open the main power supply to make the hydraulic pump work. The lower part of the hydraulic cylinder pushes the piston to rise, and then use 0.04mm. The feeler gauge can not be inserted into the large hole of the rocker arm. If the locking screw is too tightly locked, the lifting motor will be overloaded or the clutch in the lifting box will slip.
4. Horizontal axis failure
When the two handles are pulled out, the automatic feeding is still not possible. The reason may be that the locking nut in the horizontal shaft is loose, causing the two ends of the clutch to fail to mesh or the clearance is too large. Generally, the steel ball in the horizontal axis is not in place. To.
5. Failure of the worm shaft
When the handle is placed in the automatic feed position, the automatic feed is automatically reset after the feed. This is because: 1 The two open nuts on the worm shaft are loosely loose, causing the pressure spring above the clutch to loosen. When the automatic feed is made, the clutch teeth are disengaged. When repairing, the upper open nut can be tightened counterclockwise and the tightening screw can be tightened. 2 Tighten the lower opening nut clockwise and tighten the captive screws. 3 The opening nut should not be screwed too much, the spring pressure should not be too large, and the method of checking the spring pressure is to use φ40mm drill. n=63r/min, f=0.5mm/r. It can be drilled normally on the HT150 (190HBW). If the speed or feed is increased, the clutch gear will automatically disengage.
6. The spindle box, column and rocker arm clamping mechanism are loosened.
The spindle box, the column and the rocker arm are clamped by a diamond-shaped block. During use, the button may be released after the button is pressed, and the mechanism may be loosened. This may be The following reasons are caused: 1 The angular direction of the diamond block and the support block is incorrectly installed. 2 The size of the distance H is not appropriate, so that the diamond block can not be self-locking without exceeding the center after standing upright. 3 The clamping force is adjusted too much or the hydraulic system pressure is small.
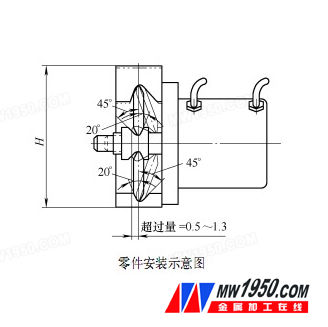
This problem should be solved for the above-mentioned causes and the parts should be properly installed as shown in the drawing.
Linyi Hmbyan International Trading Co.,Ltd , https://www.hmbyandecor.com