
The study also shows that in the high-speed roughing process, the following aspects should be considered.
(1) adopt the down-cut (climbing cutting) method to keep the cutting conditions constant and obtain better surface quality;
(2) Keep the metal removal rate constant and choose a reasonable way of walking;
(3) Minimize the number of cuts of the tool, and select the loop or single path cutting mode for down-cutting.
4.2 Milling finishing
The basic requirement for finishing is to obtain a high precision, smooth surface of the part, and to achieve fine area processing, such as small rounded corners, grooves and so on. The three-dimensional spiral strategy combines the advantages of spiral machining and contour machining strategies to avoid frequent direction changes in parallel and offset finishing strategies, thereby increasing machining speed, reducing tool wear and reducing tooling. In the case of a continuous smooth tool path.
In view of the fact that there is a large amount of R fillet in the machining of a large-scale TA15 titanium alloy aircraft component for laser rapid prototyping, pen-type machining should be used in finishing. First find the corners and grooves left by the previous large-size tool and then automatically follow these corners, allowing smaller and smaller tools to be used until the tool radius matches the radius of the 3D corner or groove, thus reducing The difficulty of cutting at the corners also reduces the amount of knife and noise.
The finishing programming strategy was used to mechanically process a large-scale "web + rib structure" aircraft component of the laser rapid forming TA15 titanium alloy, and good results were obtained. The finished part is shown in Fig. 8.

Fig. 8 Physical image of laser rapid prototyping TA15 titanium alloy workpiece finishing state
4.3 Boring, Drilling and Tapping
After finishing, directly drill more than 100 holes of different diameters and different directions on the workpiece on the CNC machining center (Fig. 9(a)); then carry out the two left and right symmetrical bearing holes on the horizontal CNC boring and milling machine. Boring (Fig. 9(b)); Finally, the individual holes are manually drilled by the mold, and the internal thread of the oil hole on the bearing hole is manually tapped. The process parameters are basically referred to the processing technology of the BT20 titanium alloy forgings.
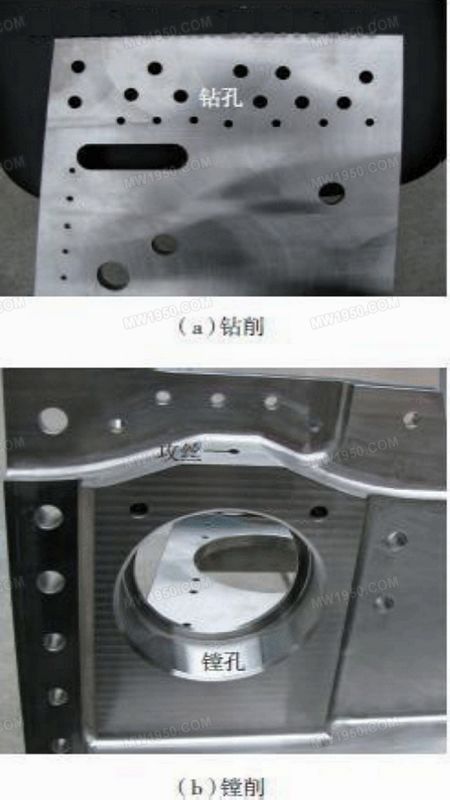
Fig. 9 Photograph of laser rapid prototyping TA15 titanium alloy components after boring, drilling and tapping
| Previous page | 1 | 2 | 3 | 4 | 5 | Next page |
China leading manufacturers and suppliers of Gas Valves, and we are specialize in Brass Gas Valve, Water Heater Gas Valve, Gas Ball Valve, etc.
1 , We are a foctory specialize in the field of Gas Valves foe several years with high quality and inexpensive.
2 , We offer the non-standard valvesaccording to your requirement.3 , Good after-sale service.
Gas Valves, Brass Gas Valve, Water Heater Gas Valve, Gas Ball Valve
ZHEJIANG KINGSIR VALVE CO., LTD. , https://www.kingsirvalves.com