
The production and processing of sheet metal parts is an important part of mechanical production and processing, especially in the aviation, home appliances, fire protection, communications, instrumentation, electronic measurement and other industries, the use of sheet metal parts is more and more extensive. The chassis, panel, control cabinet, etc. of various instruments and equipment are composed of sheet metal parts, many of which are complex in shape and have high precision requirements.
The traditional processing method is time-consuming and labor-intensive, and the efficiency is extremely low. The quality and supply requirements cannot be met. Therefore, many domestic enterprises have gradually eliminated the original traditional processing methods and introduced CNC punching machines for production and processing. Because CNC punching machine has the characteristics of high precision, fast processing speed, high reliability and wide adaptability, it greatly shortens the production cycle, improves labor productivity and processing precision, and reduces processing cost. However, in addition to the normal maintenance and maintenance of the equipment, the CNC punching machine often needs to maintain and update the mold. According to incomplete statistics, the cost of molds accounts for a considerable proportion of the maintenance cost of machine Tools, and even 50% can be achieved. If the mold can be used and maintained correctly, the service life of the mold can be greatly improved, saving the enterprise. A certain production cost. The author has many years of experience in CNC punching, and now I will write some personal experiences and experiences in the use and maintenance of CNC punching molds for your reference.
1. The basic theory of punching
(1) Stamping process
The detailed stamping process of the mold is shown in Figure 1. When stamping, the collapsed strip, bright strip, tear strip and burr are formed in the cross section of the material. See Figure 2. The dimensions of each part are affected by factors such as material thickness and mold gap. It is different.
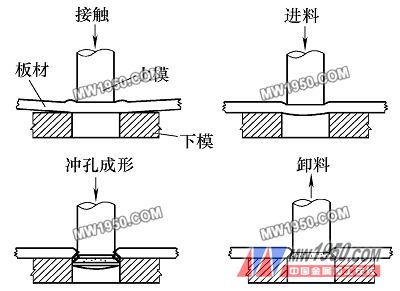
Figure 1 punching process
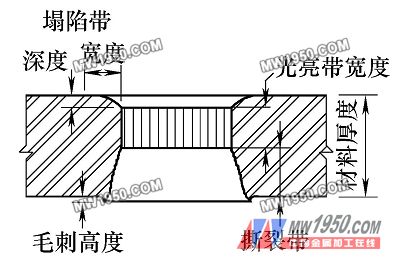
Figure 2 punching hole analysis
(2) Calculating the stamping tonnage
When the die is stamped, the punching force cannot exceed the maximum nominal force of the machine tool and cannot exceed the pressure resistance of the die. The structural form of the mold determines the maximum pressure resistance of the mold. When the punch is designed, the punching pressure for each die station is set in the control system of the machine tool, and the system automatically adjusts the punching force according to the size of the mold installed at different stations, the type of material to be punched and the thickness. The impulse pressure can be calculated by:
P=KLtτ
In the middle
P———punching force, N
L———the circumference of the die edge, mm
t———Sheet thickness, mm
τ———The shear strength (MPa) of the material, determined by the material of the material, can be found in the material manual.
K———Coefficient, considering the safety factor of edge passivation, uneven gap, and material thickness fluctuation, the K value is usually taken from 1.1 to 1.3.
Next page
Battery Powered Crimping Tools
ZHEJIANG KINGSIR VALVE CO., LTD. , https://www.kingsir-valve.com