
Induction Molding Quenching-Tempering Process <br> With the increasing maturity of steam towing manufacturing technology, the processing requirements for parts and components are getting higher and higher, the distribution and deformation requirements of hardened layers are more stringent, and the batch requirements are becoming larger. The parts are generally quenched when heated to 900-950 ° C. There are many problems during quenching: deformation due to heating expansion, uneven distribution of hardened layer leads to deformation, volume increase caused by phase change during heating causes deformation, and the structure of the workpiece is asymmetrical. Deformation, and the accumulation of the above results leads to deformation. Before the quenching, the workpiece will be internally stressed when it is machined. When quenching, these stresses will be released, especially for thin-walled parts. These problems are more common and will cause deformation.
After the quenching, in order to reduce the deformation, a large amount of time is required in the finishing process for straightening, grinding, and the like, and the quenched surface is finished. In order to solve these problems fundamentally, EMA has developed a series of press-hardening machines that combine a combination of induction heat treatment and conventional compression-type quenching for circular and disc-shaped parts. For example, the mold quenching of the sliding sleeve, as shown in Figure 1, first fix the deformed elliptical part on the non-magnetic centering and clamping device (step 1), and start heating the part (step 2), at 900 ° C The part will reach a uniform temperature. At this time, the correcting mandrel is in place (step 3), and then the quenching is performed (step 4). Here, the function of the mandrel is to prevent and limit the deformation of the part. After the sensor is moved down to the position of the part to start heating, the part will expand after being heated, and a small gap will be generated between the correcting mandrel, the mandrel will fall freely, and finally the part will be cooled down.
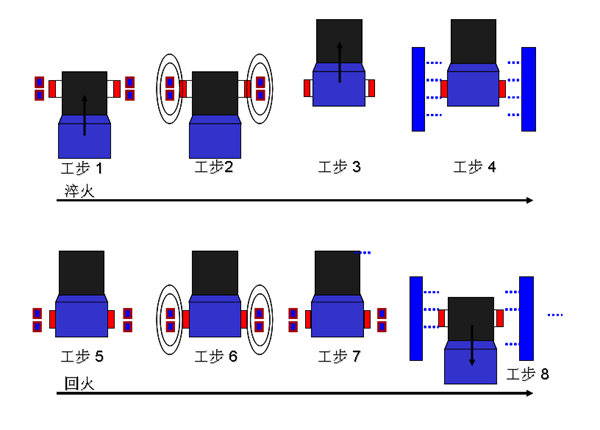
figure 1
Sliding sleeve molding and quenching process parameters: power 100kW, frequency 20kHz; quenching + tempering process, beat 60s, surface hardness is 650 ~ 720HV1, quenching depth 0.3 ~ 0.6mm, core hardness 320 ~ 420HV1; results deformation inspection, round Degree <0.05 mm, flatness <0.06 mm, taper <0.05 mm, heat treatment capacity index Cpk> 1.67.
The bevel gear induction molding quenching is shown in Fig. 2. In the step 3 and the step 4, an upper and lower pressing mold (green part) is added, and the workpiece is quenched in the firmly clamping. Bevel gear molding quenching process parameters: power 250kW, frequency 10kHz; quenching + tempering process, beat 4min, surface hardness 680 ~ 780HV30, quenching depth 0.8 ~ 1.2mm, core hardness 350 ~ 480HV30; results deformation inspection, tooth Roundness <0.03mm, flange roundness <0.03mm, inner diameter taper <0.03mm, flange flatness <0.05mm.
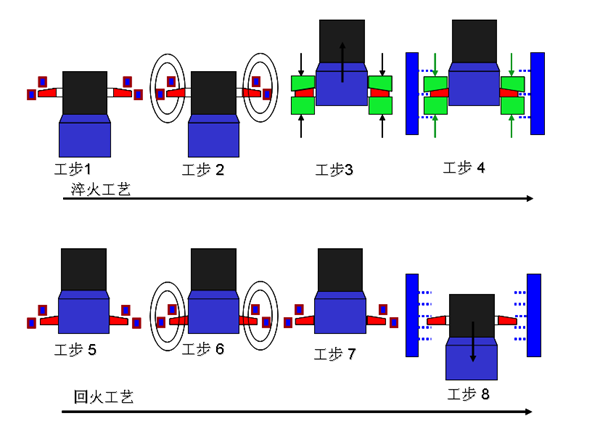
figure 2
Advantages of induction molding and quenching process: After heating, mold quenching is carried out immediately, and deformation is small; 4 channels of individually controlled quenching and cooling device are uniform and efficient; the core mold has almost no wear; the heating time is short, the energy consumption is small; the workpiece size is more precise; The quenching parameters are reproducible. Compared with the traditional rotary hearth carburizing or heating and quenching system equipment, the induction molding and quenching system equipment can be directly integrated with the production line, quenching and tempering share a heating power supply, no need for tempering furnace, no cleaning machine, workpiece conveying system Less, it can also be quenched and tempered under a protective atmosphere, and can be heated twice - for die hardening without changing the profile of the hardened layer (depth and distribution / all surfaces), more convenient operating conditions and a small footprint. Suitable parts for induction molding and quenching include high-precision workpieces such as synchronizer sleeves, synchronizer ring gears, bevel gears, clutch plates and bearings.
Large gear, rack induction hardening
Using the single-tooth "tooth profile" quenching method, we carried out single-tooth quenching of wind power gears (see Figure 3), single-tooth quenching of mining machinery (see Figure 4), and large toothed rack single-tooth quenching with modulus of 63. , single tooth section shown in Figure 5. The hardened layer with full tooth length is evenly distributed. The determinants are temperature, temperature distribution control, cooling, gap control technology, heating temperature plays a vital role in the final quality of the product, and the gap control of the sensor controls the temperature. It is critical that EMA's quenching machine will be equipped with a high-precision inductive probe to accurately position the tooth profile initially, avoiding the manual adjustment of the error caused by the sensor gap, and the gear will be deformed during heating and quenching. A set of follower systems is adapted to the deformation of the gears to ensure that the gap of the inductor is suitable and that the distribution of the hardened layer is uniform. The uniform distribution of energy along the length of the tooth is controlled. In the continuous quenching, the edge of the outlet and the inlet will produce an end effect, resulting in local overheating or underheating, which will result in uneven distribution of the hardened layer and severe cracking. Therefore, it is necessary to Uniform control of the entire temperature, due to the limitations of the infrared temperature measurement method, the energy method is the only feasible control method, EMA developed a temperature control system along the length of the tooth, dividing the tooth length direction into several small equal parts, the system Automatically measure the energy of each aliquot. After less than 0.01s, display it on the operation screen. If the collected data falls within the curve area, it will be normal. If it falls outside the area, the system will alarm, then adjust the power and Rate to control temperature.

image 3

Figure 4

Figure 5
EMA's single-head quenching machine, integrated with a special tooling for the rotary indexing table, can quench large parts and is currently capable of machining parts up to 4m in diameter. If a protective atmosphere cover is added to the machine tool, the formation of the oxide layer of the workpiece can be avoided, and the processes of shot blasting and grinding can be avoided. Especially for heavy-duty gears, after the induction heat treatment, it is necessary to perform hardness inspection and crack inspection on the entire tooth. It takes a lot of time for the worker to use the gauze to clean the gears and clean them. If the whole workpiece is quenched under a protective atmosphere, This will not happen again. This kind of machine tool solves the quenching of large-size power supply for small-sized power supply, but it is relatively low compared with the overall quenching efficiency, especially the gear with larger specifications and more teeth. The processing time is very long, and it is placed in the tempering furnace to temper first. The teeth have a tendency to crack. For this reason, EMA has developed a double-heating head quenching machine, which greatly improves the production efficiency, reduces the tendency of the gear to crack, and can also be applied to the induction quenching of the rack. The typical case is the induction hardening process of the super large modulus rack of the Three Gorges Dam lift. The lifting mechanism of the ship lift includes 4 sets of large gears and 4 vertical racks with a total length of 113 meters. The lift will weigh 34,000 tons. .
Bedroom Cabinet,White Bedside Cabinets,Grey Bedside Cabinet,Black Bedside Cabinets
Ningbo Oulin Import&Export Co.,Ltd. , https://www.oulinfurniture.com